
贝克多轴器厂家价格直销
专业销售多轴器、多轴攻丝机、多孔钻床、复合机床等,可按需定制!
专业销售多轴器、多轴攻丝机、多孔钻床、复合机床等,可按需定制!

多轴器已成为机械生产加工常用设备,但尽管如此大家对它的结构的原理了解也不是很多,本文小编为大家做一个多轴器结构与原理详细介绍!
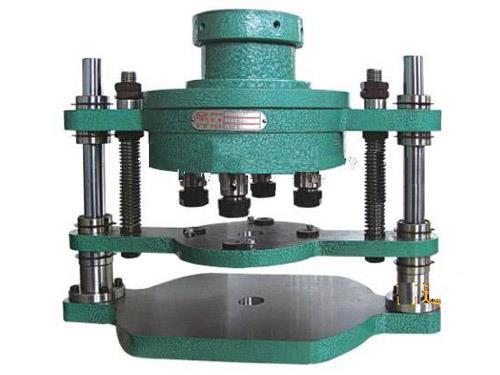
多轴器俗称多孔钻、多轴钻孔器、多轴机床或多轴头,是一种新型的孔加工设备。多轴器最早出现在日本地区,后经台湾传入大陆,距今已有二十年的历史。由于进入国内时间不长,所以很多企业都未曾耳闻。其实它是装在钻、攻机床上的夹刀头子,并且是两轴以上同时加工钻孔件或攻牙件,故称多轴器。

一个电机的输出使用齿轮给多个轴传动。实现同速很简单,齿轮模数和齿数相同转速自然一致,同向旋转是依靠两级齿轮传动,齿轮传动会使旋转方向相反,如果再经过一级齿轮传动,旋转方向就会相同了。
按照其形状可分为:U型,T型和A型;
按照其是否固定可分为:固定式和可调式;
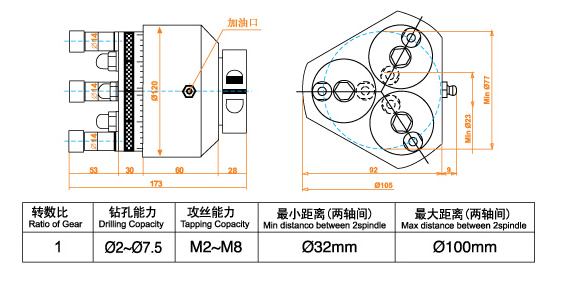
A型四轴可调式多轴器因使用弹性筒夹式,故调整距离可缩小,两轴间可调到18mm,适用小距离加工;
T型多轴器可做钻孔,攻牙两用,轻巧玲珑,操作方便又不占空间深受欢迎;
U型多轴器:孔距如属直线或长方型请用方型万向多轴器,以免移位脚延伸太长致使受力不够。用法与圆型相同。(尽量配合工作孔距设计)
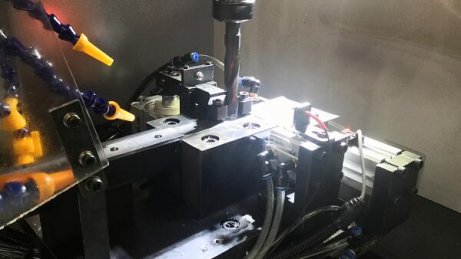
多轴器可以大批量生产高精度之产品,推荐使用固定式多轴器,外形小,比可调式更耐用、更精准,并可减少调整加工孔距之时间。广泛应用于机械行业多孔零部件的钻孔及攻丝加工。如汽车、摩托车多孔零部件:发动机箱体、铝铸件壳体、制动鼓、刹车盘、转向器、轮毂、差速壳、轴头、半轴、车桥等,泵类、阀类、液压元件、太阳能配件等等。多孔钻在其加工范围内,其主轴的数量、主轴间的距离,可以任意调整,一次进给同时加工数孔。在其配合液压机床工作时,可自动进行快进、工进(工退)、快退、停止、同单轴钻(攻丝)比较,工件加工精度高、工效快,可有效的节约投资方的人力、物力、财力。尤其机床的自动化大大减轻操作者的劳动强度。除用到常规的产品外,还可根据客户的特殊要求进行专项设计。
1、安装精心找正,控制合理偏差JSZ型带制动轮蛇形弹簧联轴器虽允许较大的安装偏差,但安装时,亦应在规定值内
(1)两瓣联轴器间的间隙与角向偏差的找正,安装时,每隔90度测量两瓣凌斯蛇形弹簧联轴器间的间隙。
(2)径向偏差找正。用直尺置于两瓣联轴器上,每隔90度测量一次,用赛尺检查,其径向偏差不超过0.38毫米。
2、选用合适的润滑脂注油点温度≥150摄氏度,能抵抗离心力作用,具有分离稳定性、无杂质、不腐蚀碳钢和丁腈橡胶的锂基润滑脂较好。
3、填充足量润换脂充分的润滑脂对蛇形弹簧联轴器工作十分重要,建议每年检查一次。
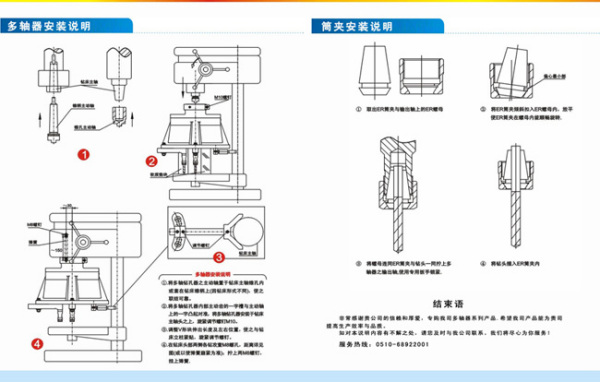
上图为:多轴器安装示意图
以上便是多轴器结构与原理详细介绍,希望对你工作中使用多轴器有所帮助!
本站所有文章未经许可不得转载,如获准转截请附上原站标题和链接
多轴器结构与原理详细介绍(附安装示意)
https://www.zldlt.com//new/28.html
上一篇:多轴器是什么?什么是多轴器?
下一篇:多轴器钻床:多轴钻床分类详解



